In this article, we take a closer look at a project where NūMove integrated a robotic tote palletizer into a North American grocery warehouse. This compact, high-performance solution was designed to automate the preparation of store order pallets, achieving a throughput of up to 360 totes per hour. The system combines industrial robotics, smart software, and collaborative safety features to streamline operations and reduce manual handling.
In today’s high-volume retail and distribution environments, automation is essential for maintaining speed, accuracy, and operational safety. In the fall of 2025, NūMove delivered and implemented a robotic tote palletizing system as part of a large-scale project led by KPI Solutions. Their team coordinated the deployment of our palletizer alongside an Automated Storage and Retrieval System (AS/RS) and Autonomous Mobile Robots (AMRs) from other technology partners, creating a fully connected material handling ecosystem.
Focusing on the robotic palletizer provided by NūMove, this article outlines the system’s architecture, components, process flow, and key benefits, providing valuable insights for logistics engineers, automation specialists, and operations managers.

A Focus on The Robotic Tote Palletizer’s Objective
The Robotic Tote Palletizer automates the stacking of store order totes onto dedicated pallets. Each tote is a standard plastic container weighing up to 35 pounds, and each pallet can accommodate between one and 24 totes depending on the store’s requirements. The system is engineered for high throughput, ensuring that even large volumes of orders are processed efficiently and with minimal human intervention.
System Workflow: How Did We Engineer the Palletizing Cell to Maximize Throughput and Minimize Downtime?
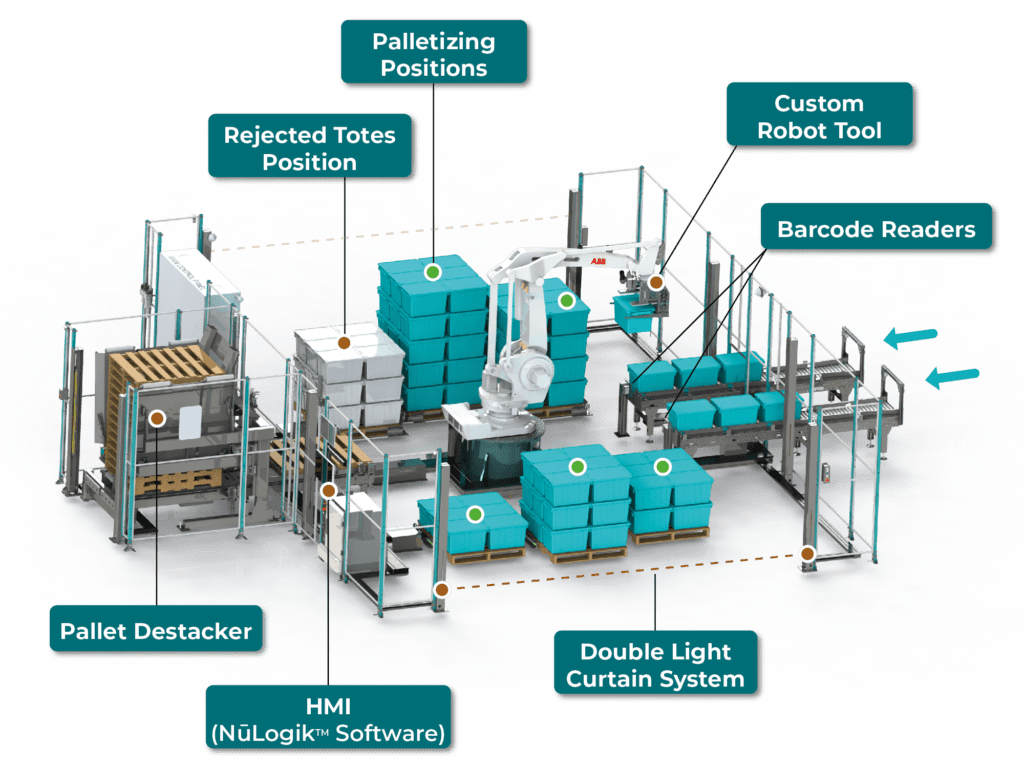
Once prepared and retrieved from the AS/RS, totes are delivered to the palletizing cell via AMRs. From that point onward, the robot takes over to prepare the store pallets. A 4-axis industrial robot, equipped with a custom end-of-arm tool, places an empty pallet at each of the six palletizing positions. Totes arrive via dual infeed conveyor lines and are scanned by barcode readers to determine their pallet destination. The robot places each tote on the correct store-specific pallet. If a barcode cannot be read, the tote is placed by the robot on a dedicated rejection station. The cell includes five active palletizing positions and one reserved for rejected totes.
When a pallet is completed, a green light signals the operator. The operator then requests access to retrieve the pallet, prompting the robot to continue its activity exclusively on the opposite side of the cell. This allows the operator to safely remove the completed pallet without interrupting the robot’s work. Once the pallet is removed and the operator confirms exit, the robot resumes full operation and places a new empty pallet in the vacated position.
This integrated architecture ensures a seamless flow from tote arrival to pallet completion, minimizing downtime and maximizing throughput.
Key Components of the Palletizer
The Robotic Tote Palletizer cell is built around several core components that drive both its performance and safety. Working seamlessly together, these features deliver a palletizing solution that is reliable, and secure.
- Barcode readers for tote identification and routing.
- Pallet destacker to supply empty pallets automatically.
- Custom end-of-arm tooling capable of handling both totes and empty pallets.
- Green light, installed at the base of each pallet position, is activated when a pallet is complete and notifies the operator that it can be safely removed and replaced with an empty one.
- Double light curtain system on both side of the cell that enables safe operator access on one side while the robot continues working on the other.
- NūLogikTM proprietary software that manages cell operations and interfaces with the Warehouse Management System (WMS).
- Surveillance cameras positioned for operational visibility and troubleshooting.


What Are the Major Benefits of NūMove’s Robotic Tote Palletizer?
The Robotic Tote Palletizer offers several advantages that make it ideal for modern distribution centers. Here’s a summary of the cell’s major benefits:
- Compact Design: The system’s ergonomic design and minimal footprint allow for easy integration, making it suitable for both greenfield (new installations) and brownfield (retrofits in existing warehouses).
- Reducing Errors & Manual Verifications: The barcode-driven logic and intelligent software ensure that each tote is placed on the correct pallet, eliminating sorting errors and reducing the need for manual verification.
- Safety & Productivity: The dual light curtain system enables safe collaborative operation, allowing human intervention without compromising robot performance. This not only improves safety but also enhances overall productivity by reducing unnecessary stoppages.
- Robot Versatility: The robot’s custom end-of-arm tool adds versatility by handling both totes and empty pallets. This reduces the need for additional equipment and simplifies the cell’s mechanical design.
- Software-Enhanced: Combined with NūLogikTM user-friendly software and real-time monitoring capabilities, the system provides a reliable solution for high-volume palletizing.
Conclusion
The Robotic Tote Palletizer demonstrates how industrial robots can be deployed in collaborative environments when equipped with the right safety systems. It delivers steady, accurate, and high-throughput palletizing, ensuring that each tote reaches the correct store pallet without error. For logistics leaders looking to modernize their operations, this solution offers a compelling mix of performance, safety, and ease-of-use.
More Articles That Might Interest You
- Comparison of Automated Storage & Retrieval Systems
- NūMove & KPI Solutions Announce a New Robotic Order Picking System for Beverage Warehousing
- Mixed Palletizing: Comparing Semi-Automatic vs. Robotic Solutions
- CASE STUDY — Exploring the Cost Efficiency of a Rail-Mounted Robot versus Dedicated Palletizing Robots